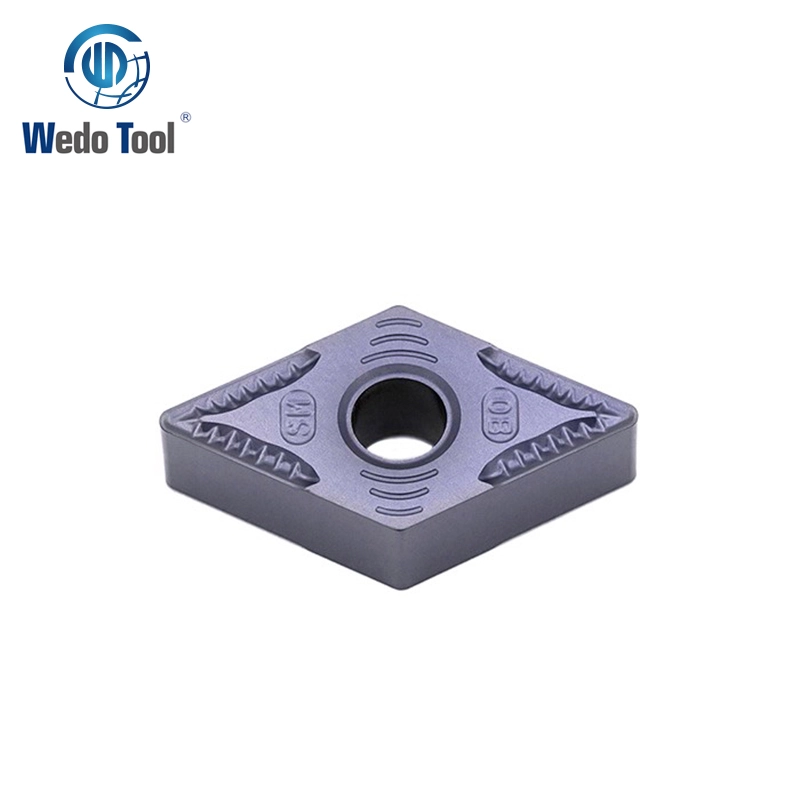
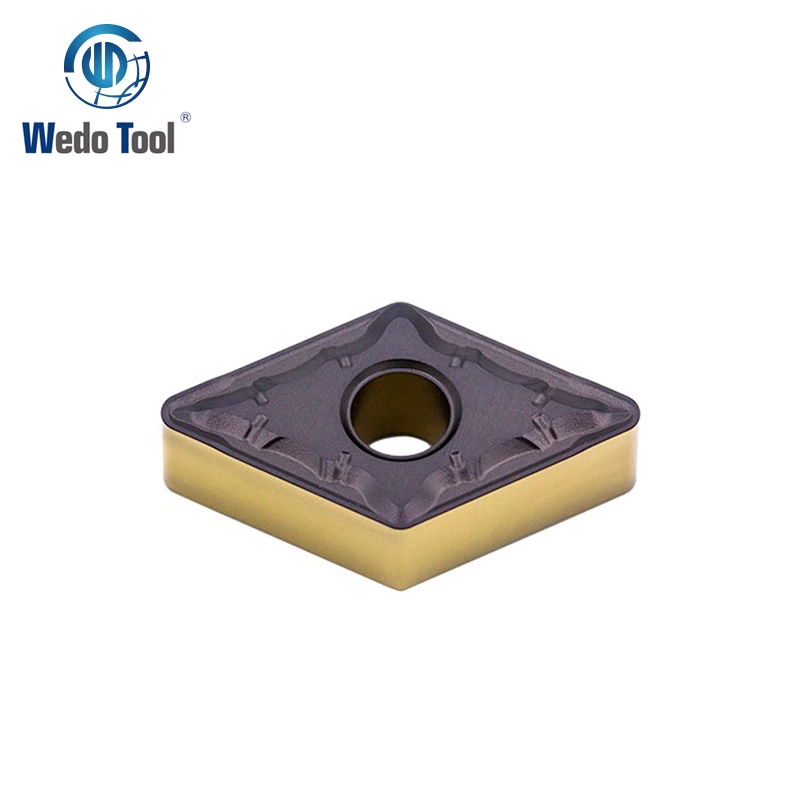
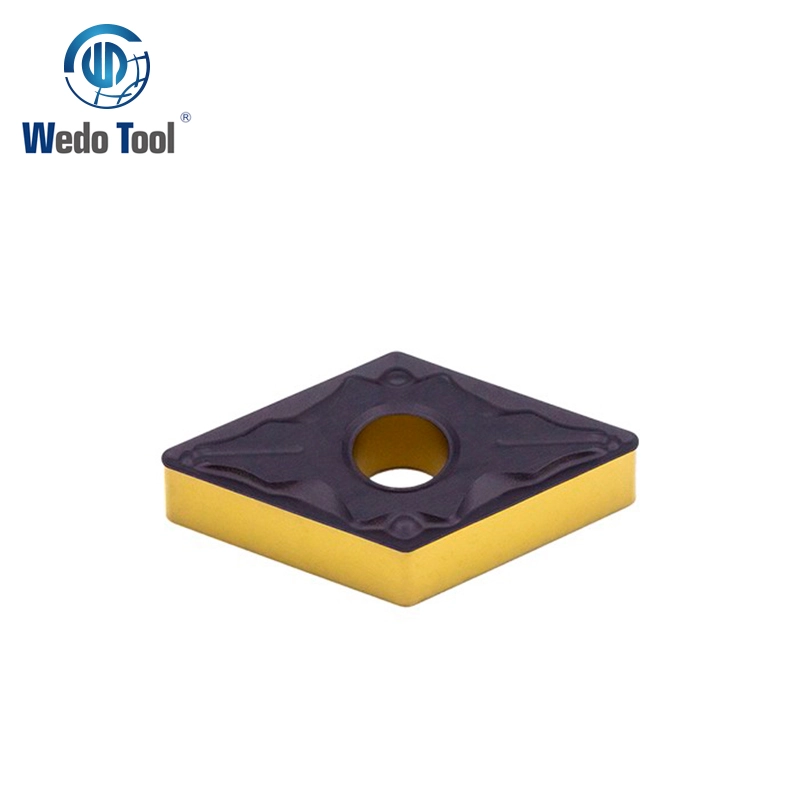
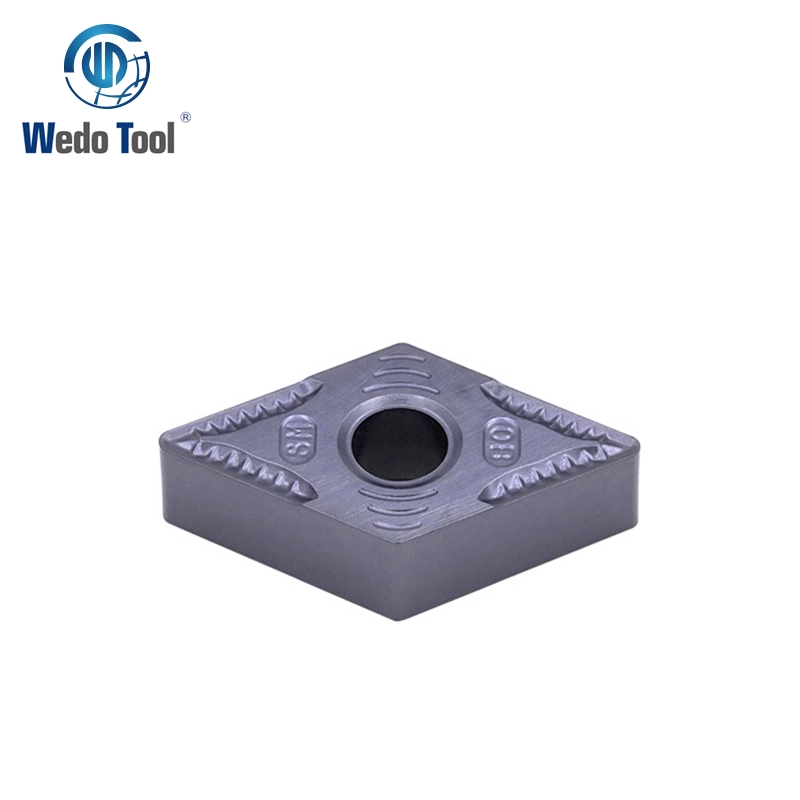
- Inserturi DNMG
- Seria: DNMG
- Spărgătoare de așchii: AM/AR/AS/BF/BM/BR/CM/DM/SM/TM
descriere
Informații despre produs:
Inserția DNMG este rombică cu două fețe de 55°, unghi de degajare 0°. cu combinație optimizată de substrat și acoperire, DNMG are performanțe de top. Geometria inserției poate fi optimizată pentru aplicația de prelucrare. Calitatea și geometria asigură o fiabilitate ridicată. Detectarea excelentă a uzurii asigură utilizarea tuturor muchiilor. Cu o gamă de dimensiuni diferite, facilităm selectarea insertului de strunjire ideal pentru aplicațiile planificate.
Specificații:
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | Nota | |||||||||||
CVD | PVD | ||||||||||||||
WD4215 | WD4315 | WD4225 | WD4325 | WD4235 | WD4335 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1325 | ||||
P Semi finisare | DNMG150404-AM | 0.60-5.40 | 0.10-0.30 | ● | O | ● | O | O | |||||||
DNMG150408-AM | 1.20-5.40 | 0.20-0.60 | ● | O | ● | O | O | ||||||||
DNMG150412-AM | 1.80-5.40 | 0.30-0.90 | ● | O | ● | O | O | ||||||||
DNMG150604-AM | 0.60-5.40 | 0.10-0.30 | ● | O | ● | O | O | ||||||||
DNMG150608-AM | 1.20-5.40 | 0.20-0.60 | ● | O | ● | O | O | ||||||||
DNMG150612-AM | 1.80-5.40 | 0.30-0.90 | ● | O | ● | O | O | ||||||||
●: Nota recomandată
O: Grad opțional
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | Nota | |||||||||||
CVD | PVD | ||||||||||||||
WD4215 | WD4315 | WD4225 | WD4325 | WD4235 | WD4335 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1325 | ||||
P Prelucrare brută | DNMG150408-AR | 0.80-4.0 | 0.15-0.50 | ● | O | ||||||||||
DNMG150412-AR | 1.20-4.0 | 0.15-0.65 | ● | O | |||||||||||
DNMG150608-AR | 0.80-4.0 | 0.15-0.50 | ● | O | |||||||||||
DNMG150612-AR | 1.20-4.0 | 0.15-0.65 | ● | O | |||||||||||
●: Nota recomandată
O: Grad opțional
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | Nota | |||||||||||
CVD | PVD | ||||||||||||||
WD4215 | WD4315 | WD4225 | WD4325 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1325 | WR1525 | WR1330 | ||||
M Finisare | DNMG150404-BF | 0.25-2.90 | 0.05-0.15 | ● | ● | O | O | ||||||||
DNMG150408-BF | 0.50-2.90 | 0.10-0.30 | ● | ● | O | O | |||||||||
DNMG150412-BF | 0.75-2.90 | 0.15-0.45 | ● | ● | O | O | |||||||||
DNMG150604-BF | 0.25-2.90 | 0.05-0.15 | ● | ● | O | O | |||||||||
DNMG150608-BF | 0.50-2.90 | 0.10-0.30 | ● | ● | O | O | |||||||||
DNMG150612-BF | 0.75-2.90 | 0.15-0.45 | ● | ● | O | O | |||||||||
●: Nota recomandată
O: Grad opțional
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | Nota | |||||||||||
CVD | PVD | ||||||||||||||
WD4215 | WD4315 | WD4225 | WD4325 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1325 | WR1525 | WR1330 | ||||
M Semi finisare | DNMG150404-BM | 0.30-3.90 | 0.08-0.25 | O | O | ● | O | O | |||||||
DNMG150408-BM | 0.65-3.90 | 0.15-0.45 | O | O | ● | O | O | ||||||||
DNMG150412-BM | 0.95-3.90 | 0.25-0.65 | O | O | ● | O | O | ||||||||
DNMG150604-BM | 0.30-3.90 | 0.08-0.20 | O | O | ● | O | O | ||||||||
DNMG150608-BM | 0.65-3.90 | 0.15-0.45 | O | O | O | O | |||||||||
DNMG150612-BM | 0.95-3.90 | 0.25-0.65 | O | O | ● | O | O | ||||||||
●: Nota recomandată
O: Grad opțional
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | Nota | |||||||||||
CVD | PVD | ||||||||||||||
WD4215 | WD4315 | WD4225 | WD4325 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1325 | WR1528 | WR1330 | ||||
M Prelucrare brută | DNMG150404-BR | 0.30-3.90 | 0.08-0.25 | O | O | O | ● | ● | O | ||||||
DNMG150408-BR | 0.65-3.90 | 0.15-0.45 | O | O | O | ● | ● | O | |||||||
DNMG150412-BR | 0.95-3.90 | 0.25-0.65 | O | O | O | ● | ● | O | |||||||
DNMG150604-BR | 0.30-3.90 | 0.08-0.20 | O | O | O | ● | ● | O | |||||||
DNMG150608-BR | 0.65-3.90 | 0.15-0.45 | O | O | O | ● | ● | O | |||||||
DNMG150612-BR | 0.95-3.90 | 0.25-0.65 | O | O | O | ● | ● | O | |||||||
●: Nota recomandată
O: Grad opțional
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | CVD | |||
WD3020 | WD3040 | WD3315 | WD3415 | ||||
K Semi Finisare | DNMG150404-CM | 0.40-3.90 | 0.08-0.25 | ● | O | ||
DNMG150408-CM | 0.80-3.90 | 0.15-0.45 | ● | O | |||
DNMG150412-CM | 1.20-3.90 | 0.25-0.65 | ● | O | |||
DNMG150604-CM | 0.40-3.90 | 0.08-0.20 | ● | O | |||
DNMG150608-CM | 0.80-3.90 | 0.15-0.45 | ● | O | |||
DNMG150612-CM | 1.20-3.90 | 0.25-0.65 | ● | O | |||
●: Nota recomandată
O: Grad opțional
Aplicație | Tip | Ap (mm) | Fn (mm/tur) | Nota | ||||||||||||
CVD | PVD | |||||||||||||||
WD4215 | WD4315 | WD4225 | WD4325 | WD1025 | WD1325 | WD1525 | WD1328 | WR1010 | WR1520 | WR1525 | WR1028 | WR1030 | ||||
S Semi finisare | DNMG150404-DM | 0.40-3.90 | 0.08-0.25 | O | O | O | ● | ● | O | O | ||||||
DNMG150408-DM | 0.80-3.90 | 0.15-0.45 | O | O | O | ● | ● | O | O | |||||||
DNMG150412-DM | 1.20-3.90 | 0.25-0.65 | O | O | O | ● | ● | O | O | |||||||
DNMG150604-DM | 0.40-3.90 | 0.08-0.20 | O | O | O | ● | ● | O | O | |||||||
DNMG150608-DM | 0.80-3.90 | 0.15-0.45 | O | O | O | ● | ● | O | O | |||||||
DNMG150612-DM | 1.20-3.90 | 0.25-0.65 | O | O | O | ● | ● | O | O | |||||||
●: Nota recomandată
O: Grad opțional
Aplicație:
Instrument de tăiere DNMG utilizat pentru canelare, profilare, finisare și alte aplicații de prelucrare.
DNMG este prima alegere pentru strunjirea exterioară a pieselor subțiri, potrivită pentru finisarea medie și finisareatoate tipurile de oțel.
FAQ:
Cum să alegi inserția de strunjire corectă?
Selectați geometria inserției în funcție de operație, de exemplu finisare.Selectați dimensiunea insertului în funcție de adâncimea de tăiere.
Selectați cel mai mare unghi posibil al nasului pentru rezistență și economie,cea mai mare rază posibilă a nasului pentru rezistența inserției.
Care este diferența dintre frezarea frontală și frezarea finală?
Acestea sunt cele mai răspândite operațiuni de frezat, folosind diferite tipuri de freze - freza cu cap și freza frontală. Diferența dintre frezarea frontală și frezarea frontală este că o freză frontală folosește atât capătul, cât și părțile laterale ale frezei, în timp ce frezarea frontală este utilizată pentru tăierea orizontală.
Hot Tags: tnmg insert,cotitură,frezare, tăiere, canelare, fabrica,CNC